![]()







欧马腾会展科技(上海)有限公司
 咨询热线:400-6179-888
咨询热线:400-6179-888![]()
咨询热线:400-6179-888
1 范围
本工艺标准适用于钢网架螺栓球节点、焊接球节点、焊接钢板节点的钢网架结构地面拼装工程。
2 施工准备
2.1 材料:
2.1.1 钢网架拼装的钢材与连接材料、高强度螺栓、焊条等材料应符合设计要求,并应有出厂合格证明。
2.1.2 螺栓球、空心焊接球、加助焊接球、锥头、套筒、封板、网架杆件、焊接钢板节点等半成品,应符合设计要求及相应的国家标准的规定。
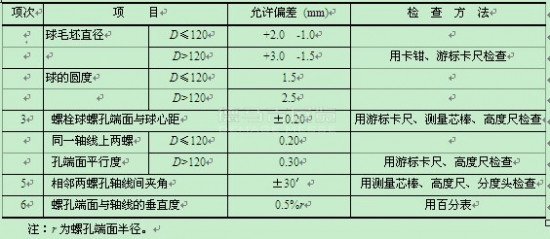
2.1.2.1 制造钢结构网架用的螺栓球的钢材,必须符合设计规定及相应材料的技术条件和标准。螺栓球严禁有过烧、裂纹及付种隐患,成品球必须对最大的螺孔进行抗拉强度检验。螺栓球的质量要求以及检验方法应符合表5-14的规定。
螺栓球的允许偏差及检验方法 表5-14
2.1.2.2 拼装用高强度螺栓的钢材必须符合设计规定及相应的技术标准。钢网架结构用高强度螺栓必须采用国家标准《钢结构用高强度大六角头螺栓》规定的性能等级8.8S或 10.9S,并应按相应等级要求来检查。检查高强度螺栓出厂合格证,检查试验报告,检查复验报告。在拼装前还应对每根高强度螺栓进行表面硬度试验,严禁有裂纹和损伤。高强度螺栓的允许偏差和检验方法应符合表5-15的规定。
高强度螺栓的允许偏差及检验方法 表5-15

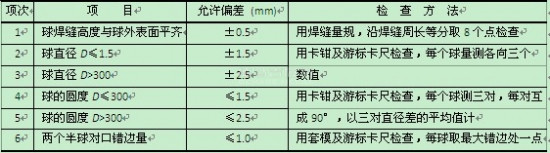
2.1.2.3 拼装用的焊接球材料品种、规格质量,必须符合设计要求和有关标准的规定。焊接用的焊条、焊剂、焊丝、保护气体等应符合相应的技术要求和规定。焊接球应有出厂合格证和钢球承载力检验报告。拼装用焊接球应符合表5-16的规定。
焊接球的允许偏差及检验方法 表5-16
2.1.2.4 钢网架拼装封板、锥头、套筒的钢材,必须符合设计要求及相应的技术标准。封板、锥头、套筒外观木得有裂纹、过烧及氧化皮。封板、锥头、套筒的质量要求和检验方法应符合表5-17的规定。
封板、锥头、套筒的允许偏差及检验方法 表5—17

2.1.2.5 钢网架拼装焊接用钢板,必须符合设计要求及相应的技术标准。焊接材料应有出厂合格证及相应的技术标准。钢板节点的拼装焊缝应达到设计要求。其质量要求及检验方法应符合表5-18的规定。
钢板节点的允许偏差及检验方法 表5-18

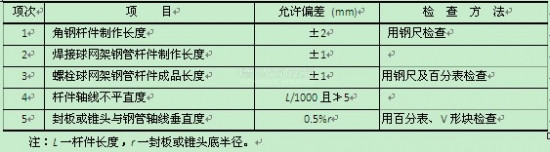
2.1.2.6 钢网架拼装用杆件的钢材品种、规格、质量,必须符合设计规定及相应的技术标准。钢管杆件与封板、锥头的连接,必须符合设计要求,焊缝质量标准必须符合现行国家标准《钢结构工程施工及验收规范》中的二级质量标准。钢管杆件与封板或锥头的焊缝应进行强度检验,其承载能力应满足设计要求。钢管杆件的质量要求及检验方法应符合表5-19的规定。
杆件允许偏差及检验方法 表5-19
2.2 主要机具
电焊机、氧-乙炔设备、砂轮锯、钢管切割机床、钢卷尺、钢板尺、游标卡尺、测厚仪、超声波探伤仪、磁力探伤仪、铁锤、钢丝刷、卡钳、百分表等检测仪器。
2.3 作业条件:
2.3.1 拼装焊工必须有焊接考试合格证,有相应焊接材料与焊接工位的资格证明。
2.3.2 拼装前应对拼装场地做好安全设施、防火设施。拼装前应对拼装胎位进行检测,防止胎位移动和变形。拼装胎位应留出恰当的焊接变形余量,防止拼装杆件变形,角度变形。
2.3.3 拼装前杆件尺寸、坡口角度以及焊缝间隙应符合规定。
2.3.4 熟悉图纸,编制好拼装工艺,做好技术交底。
2.3.5 拼装前,对拼装用的高强螺栓应逐个进行硬度试验,达到标准值才能进行拼装。
原文来源于www.omaten.com
 开展临近物料被扣,海外展会如何逆风翻盘? 久别重逢,聚力前行,景德镇校友齐聚欧马腾会展 「欧马腾会展」深耕海外,抢抓新机 倒计时1天!山东重工霸屏林芝高原大展 欧马腾荣登「元宇宙产业应用与先锋技术潜力企业 」榜单! 欧马腾入选 元宇宙产业应用与先锋技术潜力企业 TOP9,以数字创新赋能产业升级
开展临近物料被扣,海外展会如何逆风翻盘? 久别重逢,聚力前行,景德镇校友齐聚欧马腾会展 「欧马腾会展」深耕海外,抢抓新机 倒计时1天!山东重工霸屏林芝高原大展 欧马腾荣登「元宇宙产业应用与先锋技术潜力企业 」榜单! 欧马腾入选 元宇宙产业应用与先锋技术潜力企业 TOP9,以数字创新赋能产业升级



版权所有 欧马腾会展科技(上海)有限公司 沪ICP备14041070号 网站地图xml
Copyright © 2019 omaten.com Inc. All Rights Reserved.

友情链接